The counter pressure viscometer, or GDV for short, consists of two capillary rheometers that are connected via a connecting chamber. This allows the viscoelastic behaviour to be characterized depending on the back pressure.
- ISO 17744 (PVT)
- ASTM D5930 (TCM)
- ASTM D5099 (Gummi)
- ISO 11443 (Viskosität)
- ASTM D3835 (Viskosität)

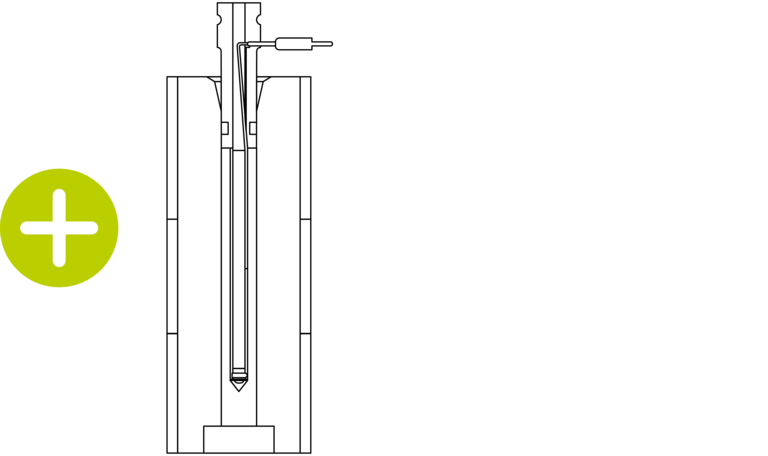
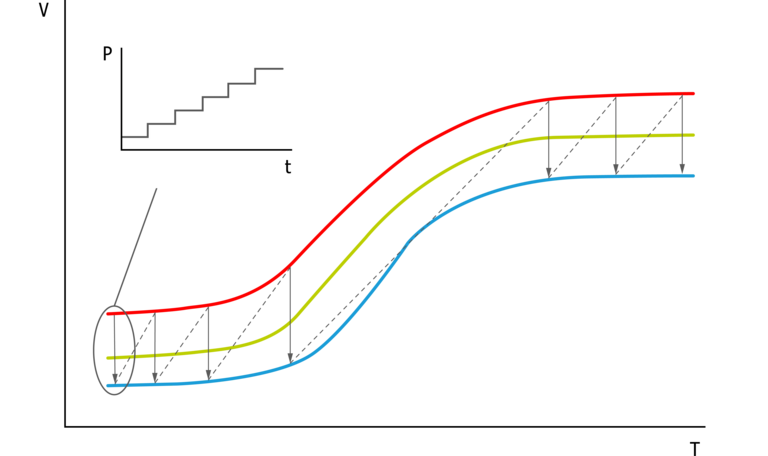 Principle of pVT measurement (isothermal)
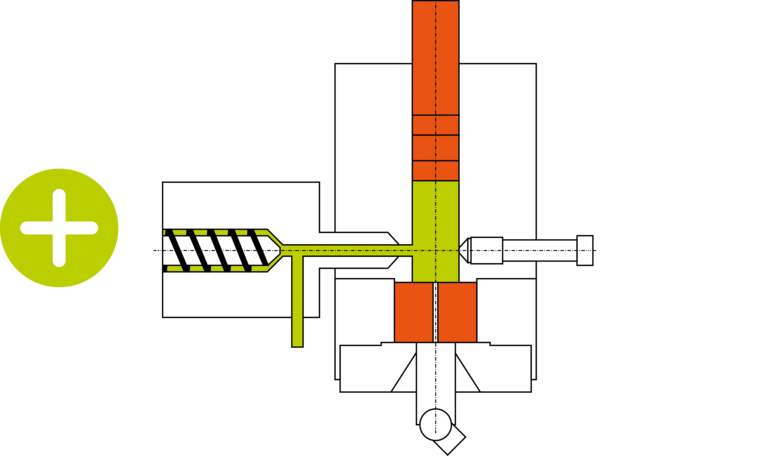
Principle of pVT measurement (isothermal)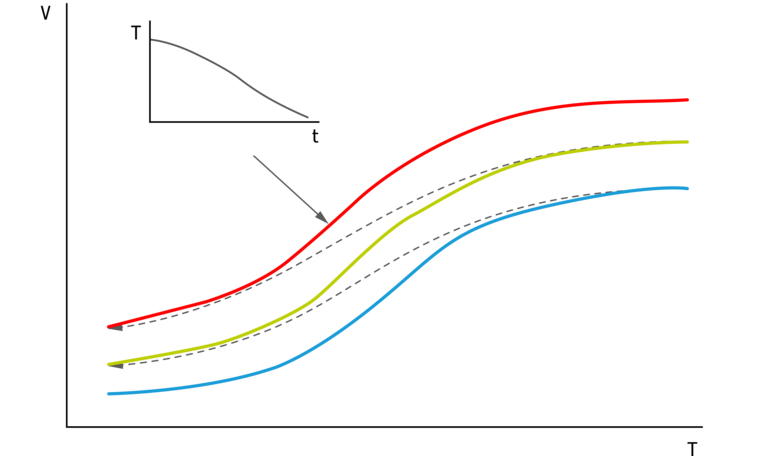 Principle of pVT measurement (isobaric)
Principle of pVT measurement (isobaric)